How to set up Cura
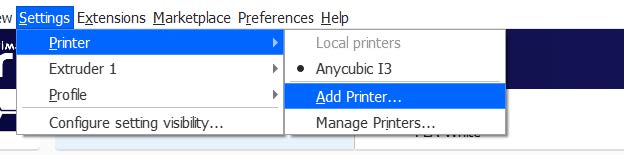
First of all, you have to your printer. Therfore, go on the top left to Setting, Printer and choose Add Printer...
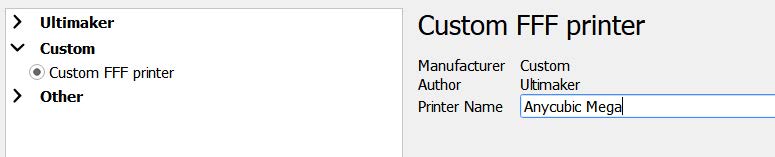
Then open the Custom tap and choose Costum FFF printer. Now fill in the Printer Name on the right side.
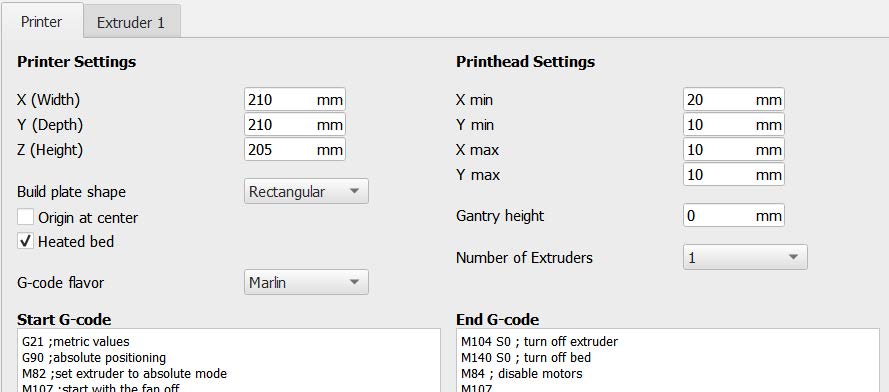
Then, under Machine Settings, you have to fill in the properties of your printer.
If you have the Anycubic I3 Mega, just type everything in, as it is below on the picture.
Don´t forget to tick the Heated bed!
If you have the Anycubic I3 Mega, just type everything in, as it is below on the picture.
Don´t forget to tick the Heated bed!
Now just copy the Custom Start and End G-code into the fields (replace them completely):
Start G-Code:
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 Z0 ;move X/Y to min endstops
G0 Z0.15
G92 E0 ;zero the extruded length
G1 X40 E25 F500 ; Extrude 25mm of filament in a 4cm line. Reduce speed (F) if you have a nozzle smaller than 0.4mm!
G92 E0 ;zero the extruded length again
G1 E-1 F500 ; Retract a little
G1 X80 F4000 ; Quickly wipe away from the filament line
M117 Printing…
G5
End G-Code:
M104 S0 ; turn off extruder
M140 S0 ; turn off bed
M84 ; disable motors
M107
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle
to release some of the pressure
G1 Z+0.5 E-5 ;X-20 Y-20 F{speed_travel} ;move Z up a bit and retract filament even more
G28 X0 ;Y0 ;move X/Y to min endstops
so the head is out of the way
G1 Y180 F2000
M84 ;steppers off
G90
M300 P300 S4000
Further, under Extruder 1 change the material diameter to 1.75. After writing it in, click once in another box (just click on 0.4). If you don´t click another one, Cura won´t save it. Here you can also change the Nozzle Size if you want to print with a bigger or smaller nozzle. The most printers come with a 0.4mm nozzle.
Start G-Code:
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 Z0 ;move X/Y to min endstops
G0 Z0.15
G92 E0 ;zero the extruded length
G1 X40 E25 F500 ; Extrude 25mm of filament in a 4cm line. Reduce speed (F) if you have a nozzle smaller than 0.4mm!
G92 E0 ;zero the extruded length again
G1 E-1 F500 ; Retract a little
G1 X80 F4000 ; Quickly wipe away from the filament line
M117 Printing…
G5
End G-Code:
M104 S0 ; turn off extruder
M140 S0 ; turn off bed
M84 ; disable motors
M107
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle
to release some of the pressure
G1 Z+0.5 E-5 ;X-20 Y-20 F{speed_travel} ;move Z up a bit and retract filament even more
G28 X0 ;Y0 ;move X/Y to min endstops
so the head is out of the way
G1 Y180 F2000
M84 ;steppers off
G90
M300 P300 S4000
Further, under Extruder 1 change the material diameter to 1.75. After writing it in, click once in another box (just click on 0.4). If you don´t click another one, Cura won´t save it. Here you can also change the Nozzle Size if you want to print with a bigger or smaller nozzle. The most printers come with a 0.4mm nozzle.

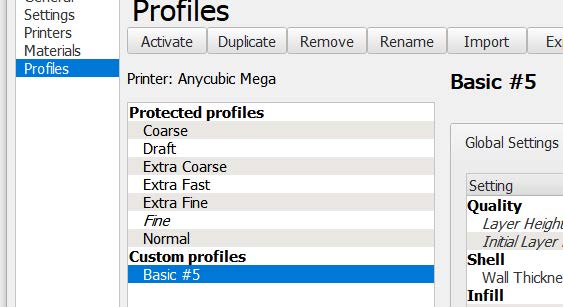
Next, go to Profiles and import the CuraProfiles. You can download the profile for free here:
| curasettings_kuehmayer_v5.curaprofile |
Now, choose the printer and the profile. You can also make your own material preset. If you want to change more settings, you can click on custom.

